Weld testing in storage tanks
Welds and the heat affected zone in tanks, vessels and pipes are weak points for possible cracking. For this reason an intermediate testing of the weld zone is necessary to ensure the integrity. Due to the high amount and great lengthes of welds in the above mentioned components there is a big need for a fast, reliable and sensitive and therefore cost effective weld testing method. Under consideration of the above mentioned requirements KontrollTechnik GmbH has developed a weld testing System which fulfils these requirements. The system uses the eddy current technique and can detect surface cracks even under non-conductive coatings with a thickness up to 6 mm.
Structure of the Testing System
The weld testing system consists of a portable eddymax eddy current instrument and a sensor array fixed in a carrier which will be driven along the weld. Two kinds of sensor arrays are used. One sensor array for testing butt or overlapped weld and another for testing corner welds. Each of both arrays has 8 sensors, which are arranged to cover the weld zone as well as the heat affected zone. The sensors are fixed in spring-loaded holders in order to follow the weld contour. For testing the sensor carrier will be moved along the weld. The Picture shows the scanner in operation testing a corner weld.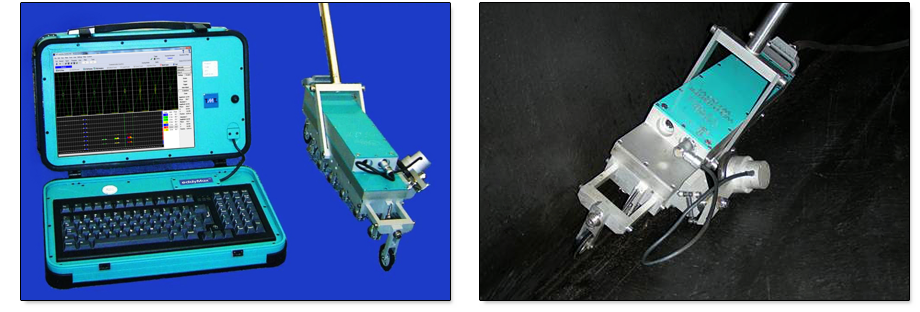
Detectability for Cracks
Of course the detectablity for cracks depends on the weld roughness and weld irregularity. Laboratory tests as well as tests in the field have shown, that cracks from 2 mm depth and from a length of 10 mm can be detected reliably. Due to the special design of the sensors, non-conductive coatings up to 6 mm only have a small influence to the detectability.

Signal Evaluation and Documentation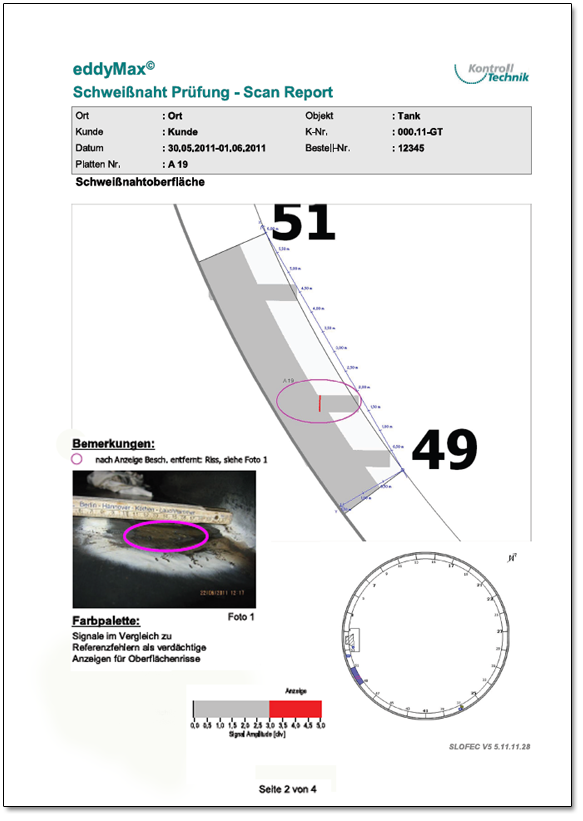
The signal of every sensor will be shown on the display of the computerized eddy current unit. In case of a crack a signal in vertical direction will be generated. The signal amplitude is proportional to the crack dimension. Cracks parallel to the weld as well as such perpendicular to the weld will be detected by the system.
For the documentation the signal will be converted into a coloured C-Scan image. The colour in the C-Scan image corresponds to height of the signal amplitude.
